Precision Sealless Pumps Pvt. Ltd.
Precision Sealless Pumps Pvt. Ltd. supplies hermetically sealed, zero-leakage Canned Motor Pumps to Saudi Arabia's oil refineries, petrochemical complexes, gas processing plants, and industrial facilities. No mechanical seal — no leakage risk.

Saudi Arabia's oil & gas, petrochemical and refinery sectors handle some of the world's most hazardous, flammable and pressurised fluids. Any fluid leakage — even a minor one — poses severe environmental, safety and compliance risks. Canned Motor Pumps eliminate this risk entirely.
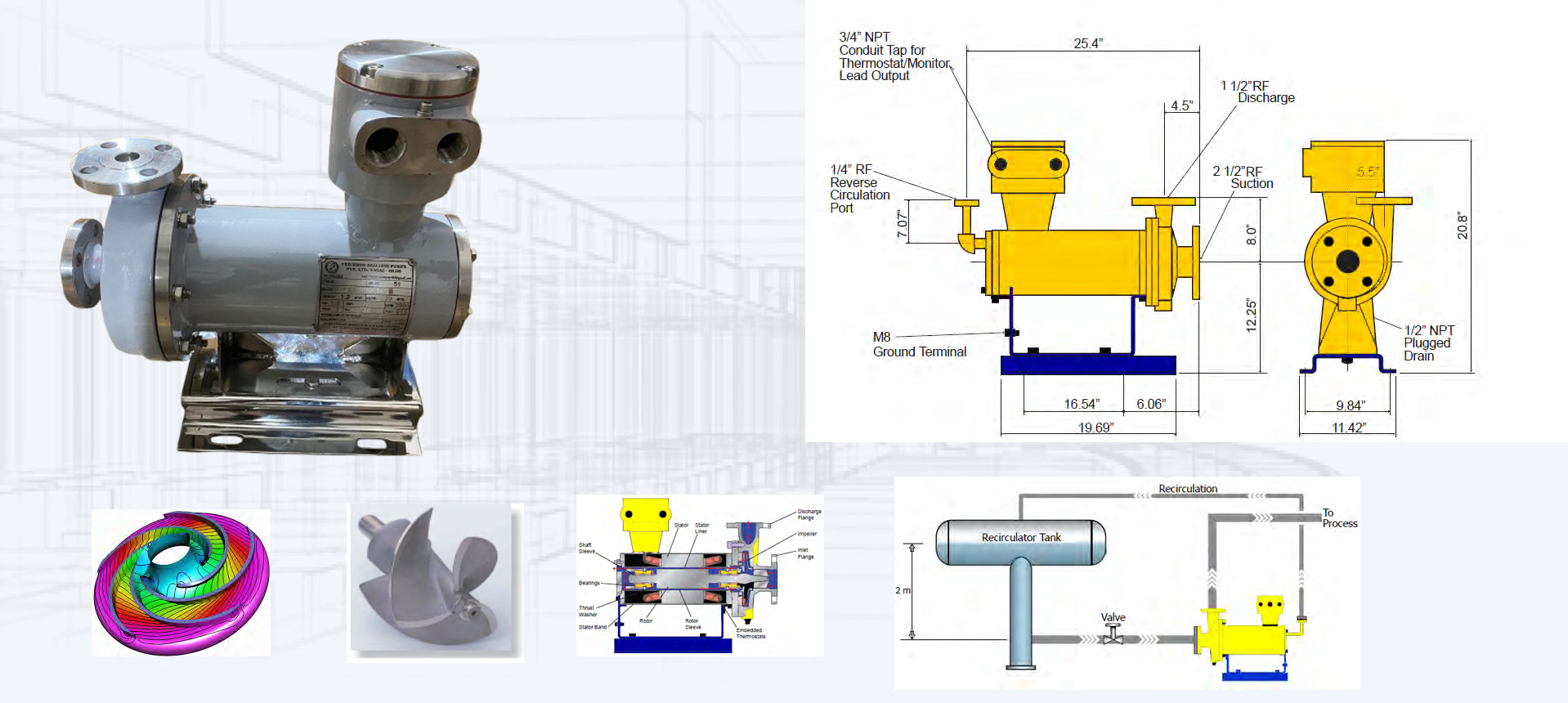
At Precision Sealless Pumps Pvt. Ltd., we engineer Canned Motor Pumps where the pump and motor share a single common shaft, hermetically sealed inside a stainless steel or alloy casing. There is no mechanical shaft seal, no gland packing, and no emission point. The result is a pump that delivers absolute zero leakage — meeting the stringent environmental and safety standards required in Saudi industrial zones including Jubail, Yanbu and Dammam.
As an ISO 9001 certified exporter from India, we supply Canned Motor Pumps to Saudi buyers with full commercial documentation, test certificates, and technical support. Our export-ready units are designed for seamless integration into existing pump stations, process lines and critical fluid handling systems.
A hermetically integrated design that eliminates every conventional leakage point found in standard centrifugal pumps.
Pump impeller and motor rotor are mounted on one common shaft — no coupling, no alignment issues, no mechanical seal required.
A corrosion-resistant metallic can (liner) separates the motor stator from the rotor, preventing any fluid contact with motor windings.
A bypass of the process fluid circulates through the motor cavity, lubricating the journal bearings and cooling the motor without any external system.
With no shaft seal and no gland packing, there is no path for toxic, hazardous or VOC-laden fluid to escape — ensuring safe, emission-free operation.
Engineered for environments where leakage means downtime, regulatory penalties or safety hazards.
The hermetically sealed design eliminates all fluid leakage paths, critical for Saudi refineries and chemical plants handling explosive, toxic or environmentally harmful process fluids.
Conventional pumps require periodic mechanical seal replacement — a major maintenance cost. Canned Motor Pumps have no seals to replace, dramatically reducing maintenance schedules and spare parts costs.
Suitable for acids, solvents, LPG, ammonia, chlorine compounds and other fluids that are unsafe to handle in standard pumps. Ideal for Saudi Arabia's chemical and petrochemical sector.
Available in explosion-proof motor configurations for use in hazardous area classifications, complying with international standards applicable in Saudi industrial zones.
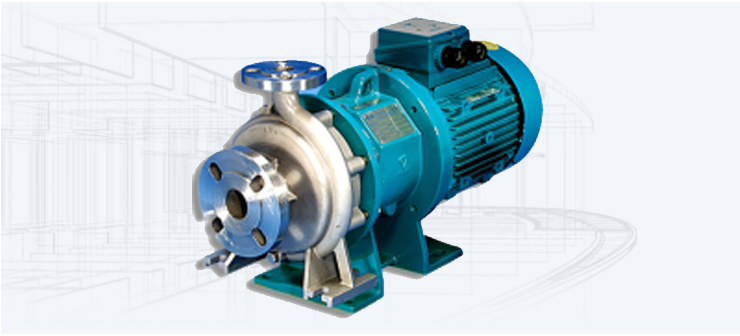
The integrated motor-pump unit has a smaller footprint than conventional pump-motor sets and operates at significantly lower noise levels — ideal for compact process skids.
Available in cast iron, stainless steel SS304/SS316, Hastelloy and other corrosion-resistant alloys to handle the complete spectrum of chemical compatibility requirements.
Standard design parameters — custom specifications available on request for Saudi project requirements.
| Parameter | Specification |
|---|---|
| Pump Type | Hermetically Sealed Sealless Centrifugal / Canned Motor Pump |
| Sealing | No mechanical seal — hermetically sealed (zero leakage) |
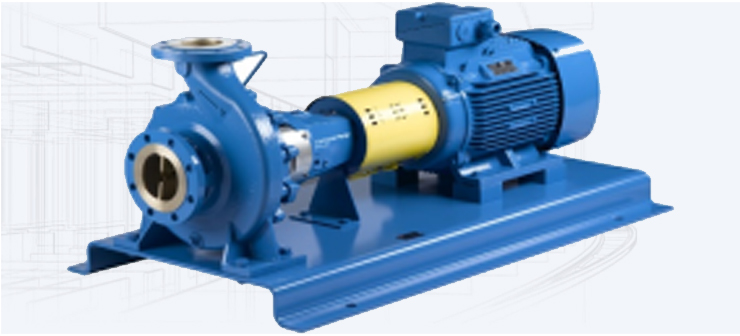
| Construction | Motor and pump on single common shaft |
| MOC (Wetted Parts) | SS304, SS316, SS316L, Hastelloy C, Duplex Steel, Cast Iron |
| Drive Type | Direct drive (motor integrated with pump) |
| Bearings | Process-fluid lubricated journal bearings (no grease required) |
| Temperature Range | Up to 400°C (High Temperature variants) |
| Fluid Compatibility | Acids, solvents, LPG, ammonia, hazardous chemicals, high-viscosity slurries |
| Motor Type | Squirrel cage induction / explosion-proof available |
| Certification | ISO 9001:2015 |
| Export Documentation | Commercial Invoice, Packing List, COO, Test Certificates, Material Certificates |
| Dispatch Port | Nhava Sheva (JNPT), Mumbai, India |
Choose from our full range of application-specific Canned Motor Pump designs for every industrial requirement.
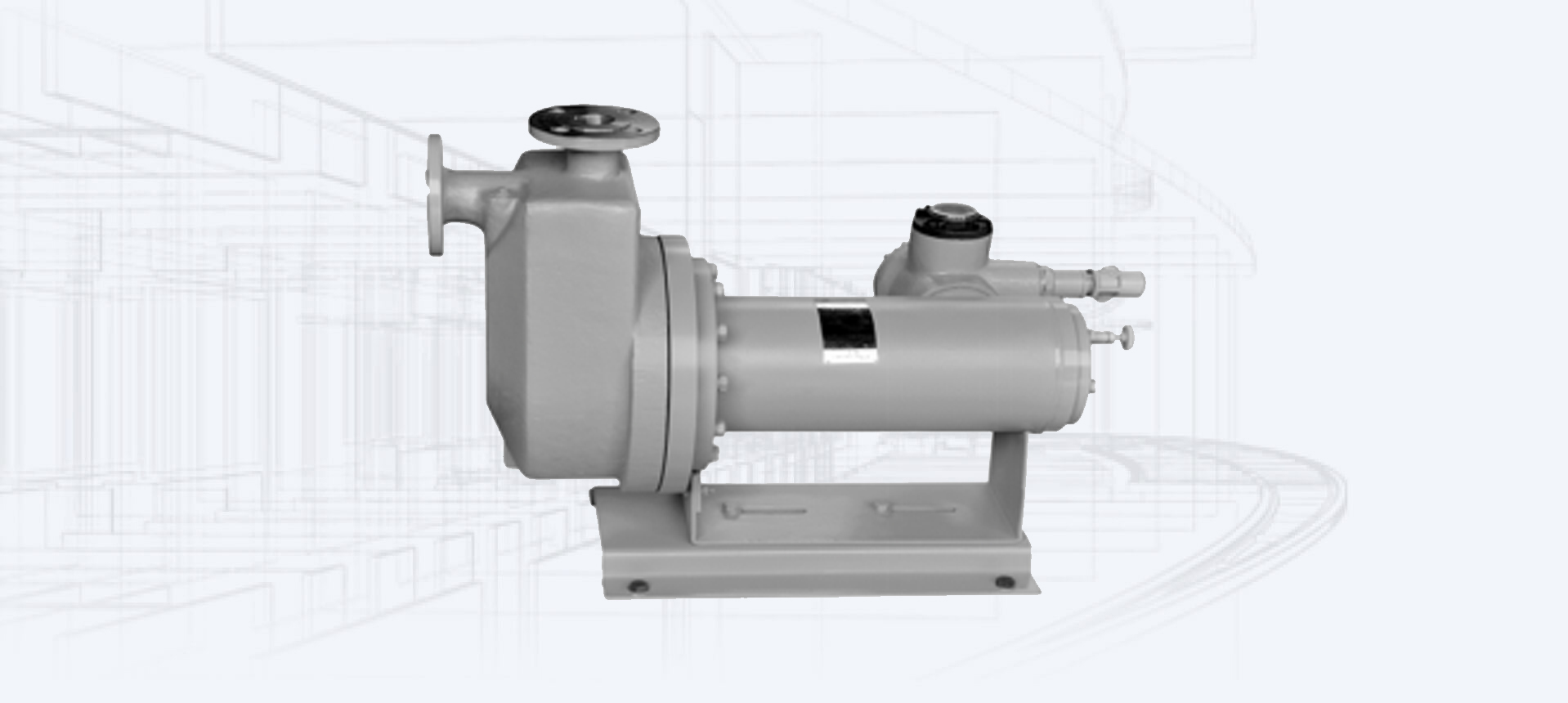
Self-primes from dry condition — ideal for tank unloading, solvent transfer and intermittent service in Saudi refineries and chemical plants.
View Product →
Space-saving vertical orientation for sump, pit and tank installations. Suitable for underground or restricted-footprint Saudi process installations.
View Product →
Engineered specifically for liquefied ammonia transfer. Critical for Saudi fertilizer plants and refrigeration systems where any NH3 leak is hazardous.
View Product →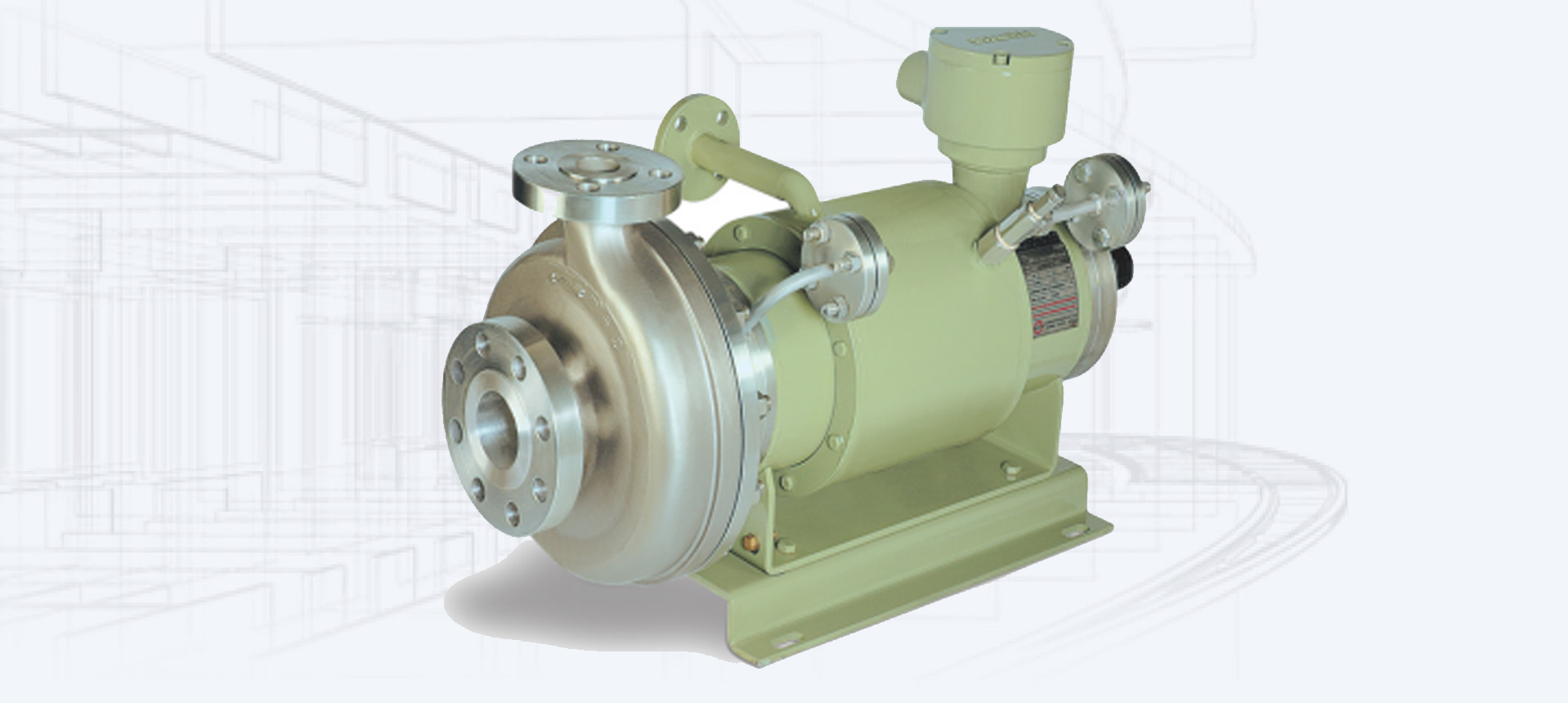
Operates with process fluids up to 400°C. Used in heat transfer oil circuits, hot condensate return and thermal fluid systems in Saudi industrial facilities.
View Product →
Designed for fluids that congeal at ambient temperature. Reverse circulation keeps the motor cavity primed, preventing solidification during standby.
View Product →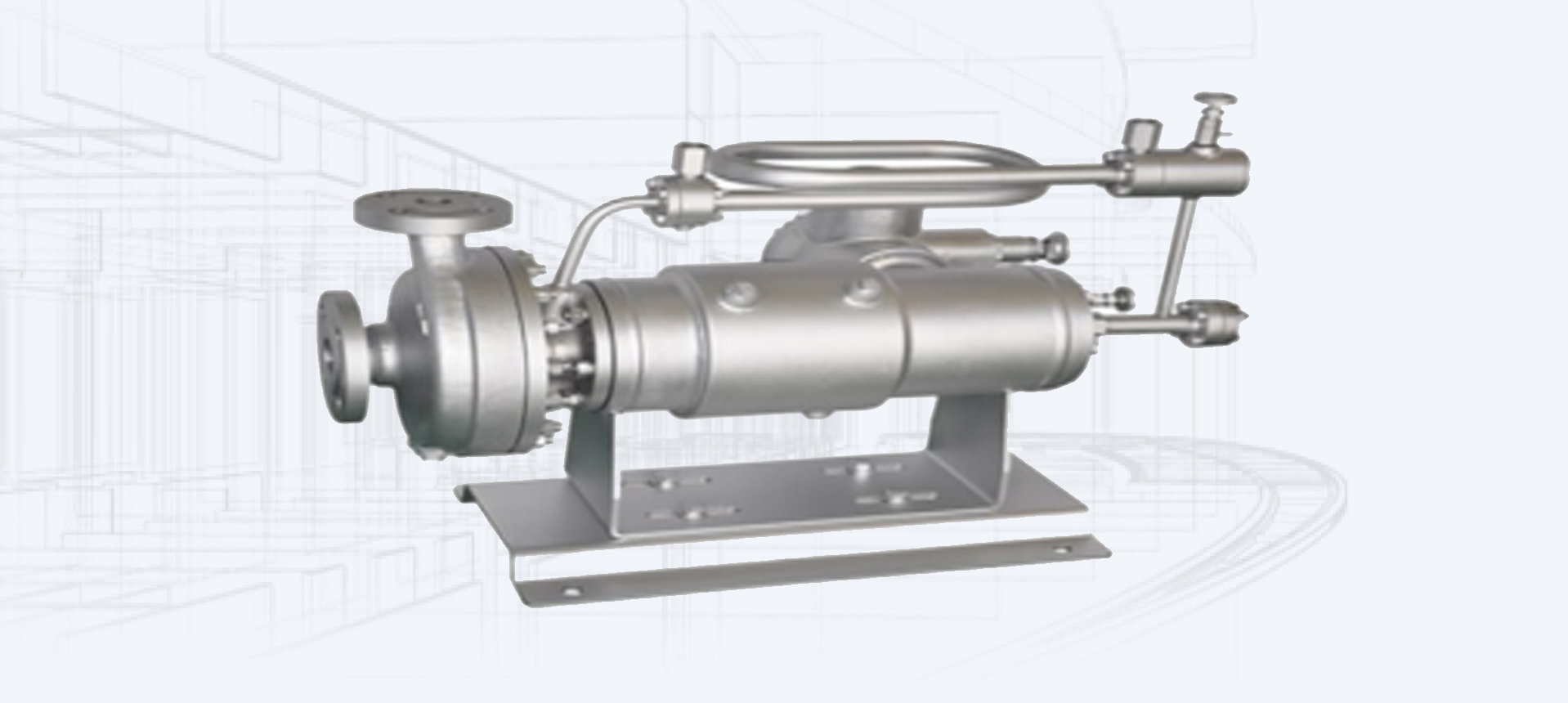
Handles abrasive and solids-laden slurries with a wear-resistant design. Used in Saudi mining, water treatment and industrial effluent applications.
View Product →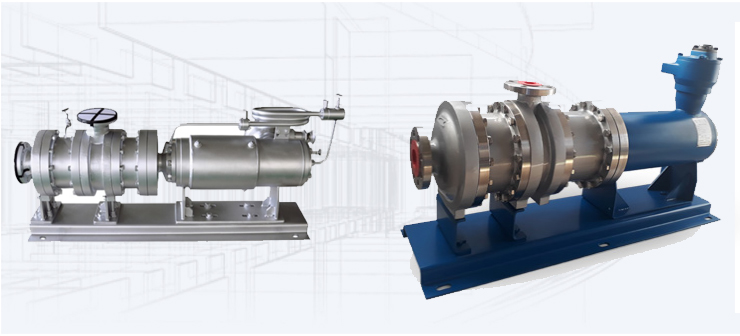
Multiple impeller stages deliver high head at moderate flow — used in high-pressure injection, boiler feed and fluid transfer over long distances.
View Product →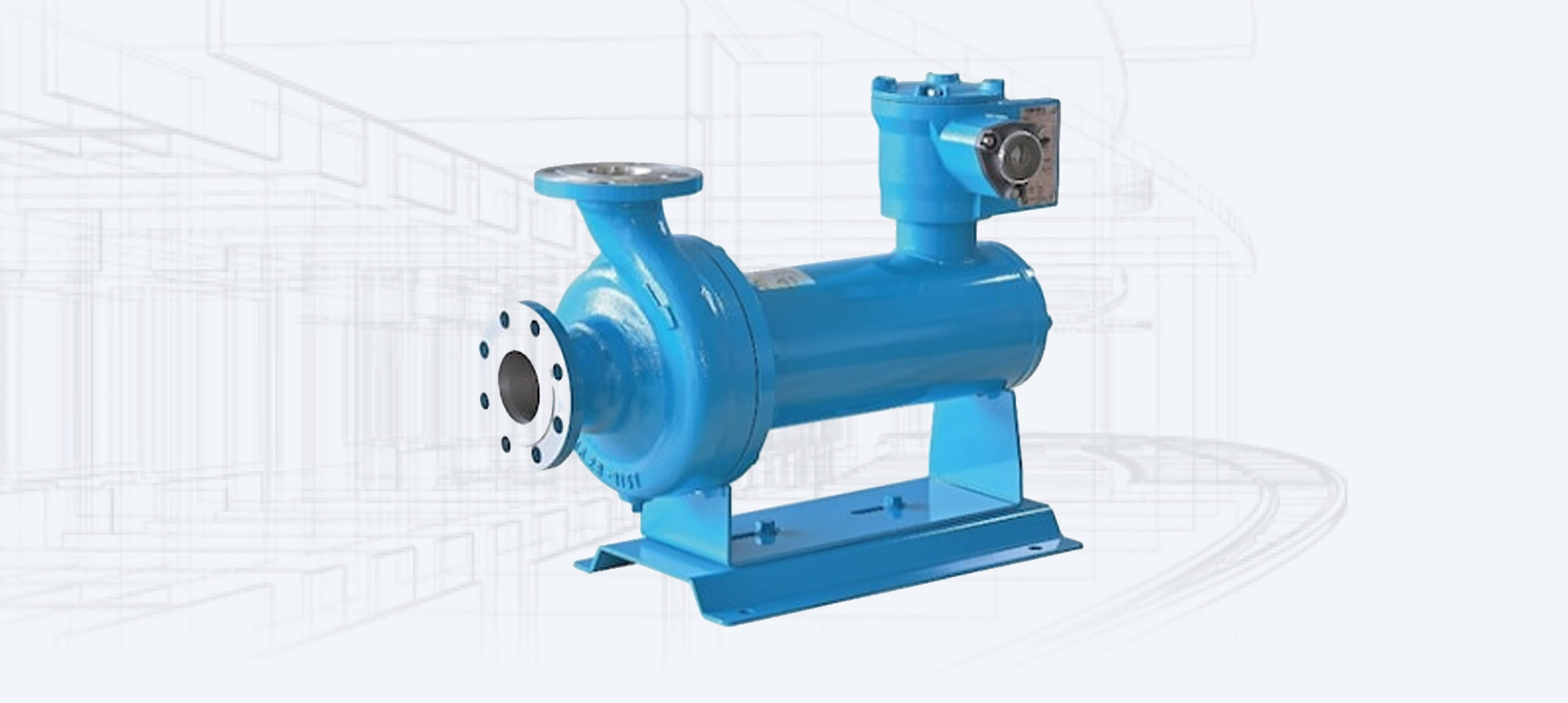
Core sealless design for general-purpose chemical, pharmaceutical and petrochemical service — the most widely used variant in Saudi process industries.
View Product →
Hermetically sealed electrical connection assembly for the canned motor. A critical component for safe wiring in hazardous area classified pump installations.
View Product →Our pumps are active across Saudi Arabia's most critical industrial sectors, from Jubail and Yanbu to Dammam and Riyadh industrial cities.
Crude oil transfer, LPG handling, crude distillation — Aramco supply chain applications requiring zero-emission pumping.
SABIC complex chemical transfer — ethylene, propylene, benzene, toluene and other hazardous intermediates.
Ammonia and urea plant fluid handling — requires absolute sealing integrity for worker safety and environmental compliance.
Sterile and ultra-pure fluid transfer in Saudi pharmaceutical manufacturing — canned motor design prevents contamination.
Acid, alkali, solvent and specialty chemical transfer across Saudi Arabia's growing downstream chemical sector.
High-pressure saline fluid handling in Saudi SWCC desalination facilities — corrosion-resistant materials available.
Boiler feed, condensate return and cooling water circuits in Saudi power plants and utility facilities.
NGL extraction, gas conditioning and amine circulation systems at Saudi gas processing facilities.
Share your technical requirements and we will prepare a detailed export quotation within 24 hours, including pricing, lead time and full shipping documentation.
Send Export Inquiry