Our Brochures
Download
Precision Sealless Pumps Pvt. Ltd. is a leading provider of innovative and reliable pumping solutions.

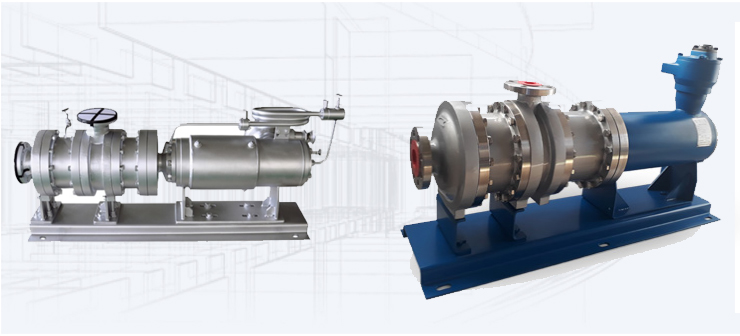
Precision Sealless Pumps Pvt. Ltd. proudly presents its Multi-Stage Canned Motor Pumps, engineered for applications requiring high discharge pressure, leak-proof operation, and maximum reliability. Designed with multiple impellers in series, this pump delivers exceptional head and performance in compact, explosion-proof construction.
A Multi-Stage Canned Motor Pump is a centrifugal pump integrated with a hermetically sealed motor on a single shaft. It consists of multiple impellers connected in series, enabling high-pressure fluid delivery. The canned motor design ensures zero leakage, no external shaft seals, and total containment of the pumped medium—ideal for hazardous, high-temperature, or toxic liquids.
| • Parameter | Details |
|---|---|
| • Flow Rate | Up to 100 m³/hr or as required |
| • Total Head | Up to 150 m or more |
| • Stages | 2 to 10+ impellers |
| • Liquid Temperature | -30°C to +350°C |
| • Motor Rating | 0.5 HP to 75 HP (customizable) |
| • Speed | 2900 rpm / 1450 rpm |
| • Working Pressure | Up to 50 bar (as per design) |
| • Material of Construction | SS 316, Hastelloy, Titanium, Alloy 20, etc. |
| • Bearings | Anti-friction – Carbon/SiC/Bronze |
| • Cooling Options | Internal Circulation / External Fan / Water Jacket |
| • Mounting | Horizontal Foot Mounted |
As a leading Multi-Stage Canned Motor Pump manufacturer and exporter, Precision Sealless Pumps Pvt. Ltd. serves customers across:
We deliver ISO-certified, energy-efficient, and safety-compliant pumping solutions with short lead times and expert after-sales support.
Need a reliable, leak-proof solution for high-head pumping?
Let our engineers help you select or design the right Multi-Stage Canned Motor Pump.
Email: precisionpumpspvtltd@gmail.com
A horizontal multistage pump is a centrifugal pump containing two or more impellers. The impellers may be mounted on the same shaft or on different shafts, but for the majority if pumps they are on the same shaft. Multistage centrifugal pumps are designed to handle high-pressure applications by utilizing multiple impellers arranged in series. Each impeller stage adds to the total head pressure generated by the pump.
Multistage Canned Motor Pumps are advanced pumping systems designed to generate high pressures by using multiple stages of impellers within a single, fully enclosed unit. These pumps are ideal for applications where maintaining a leak-free, safe, and efficient operation is critical, especially for handling hazardous or high-pressure fluids.