Our Brochures
Download
Precision Sealless Pumps Pvt. Ltd. is a leading provider of innovative and reliable pumping solutions.

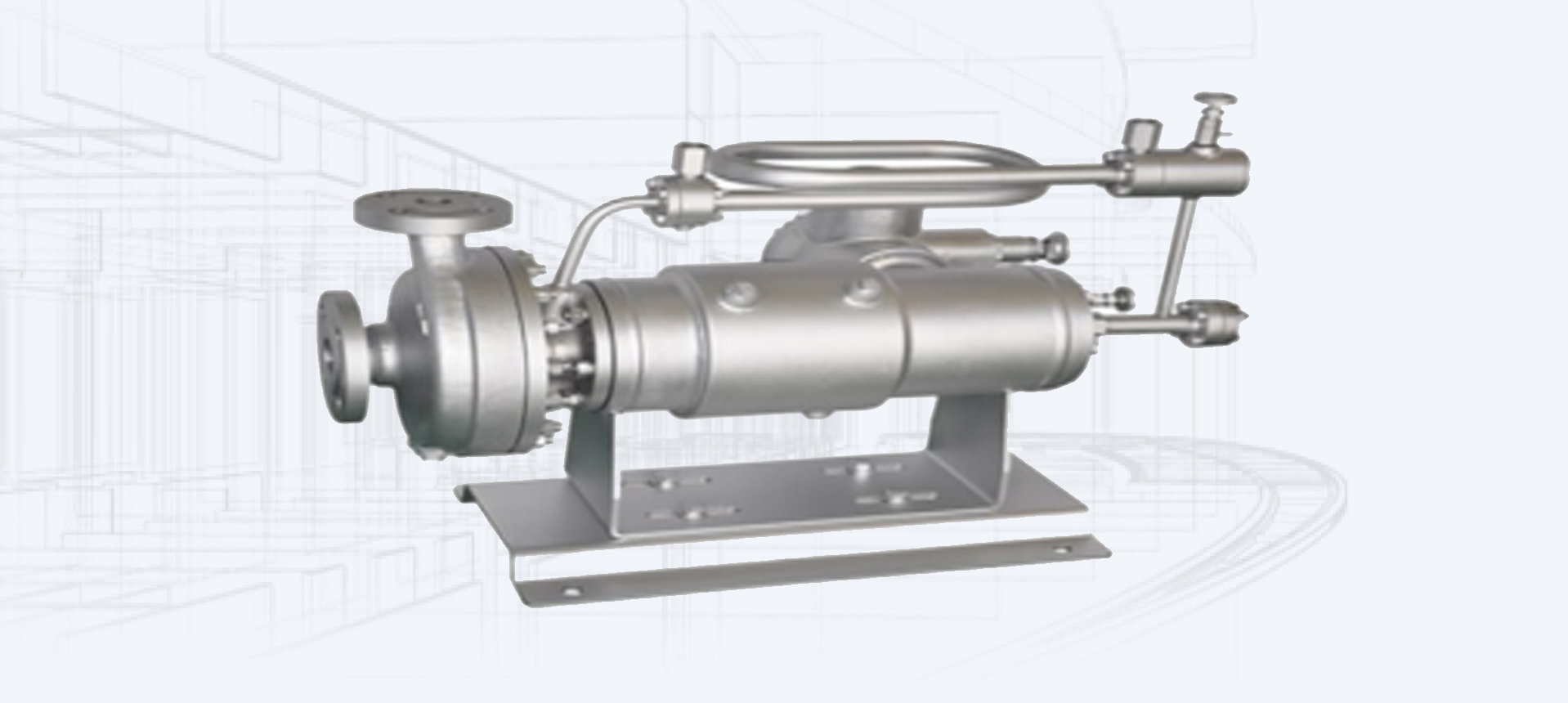
Slurry Canned Motor Pumps for Hazardous and Abrasive Applications
Slurry Canned Motor Pumps are specially designed for handling abrasive, corrosive, and hazardous slurries in a completely sealed, leak-proof design. These pumps combine the benefits of canned motor technology with rugged materials and hydrodynamic balancing, ensuring long service life, safe operation, and zero leakage — even in the most challenging slurry applications.
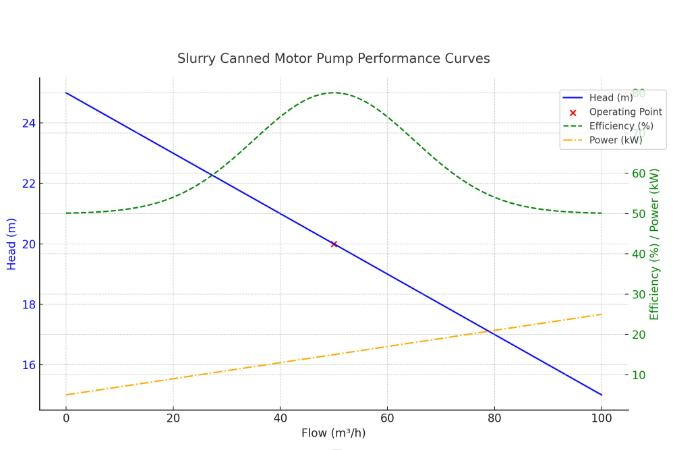
| Parameter | Value Range |
|---|---|
| Flow Rate | Up to 200 m³/h (or more) |
| Head | Up to 80 meters |
| Temperature Range | -20°C to +350°C |
| Pressure Rating | Up to 40 bar |
| Viscosity | Up to 300 cP |
| Slurry Concentration | Up to 30% by weight |
| Component | Standard Materials | Optional (for harsh duty) |
|---|---|---|
| Pump Casing | SS316, SS316L | Duplex SS, Hastelloy, Alloy 20 |
| Impeller | Hardened SS316, CD4MCu | Ceramic-coated, Tungsten Carbide |
| Motor Can | SS304 / SS316 | Titanium or Hastelloy |
| Sleeves/Bushes | Silicon Carbide, Carbon Graphite | Tungsten Carbide, Ceramic |
| Bearings | SiC or PTFE Composite | High-end Composite or Metallic |